
Ар кандай катушка орогуч зымдар, кош зым, көп зым, торт жараланган атайын индуктивдүүлүк, параллелдүү эмалдалган зым, ар кандай спецификациялар ылайыкташтырылган
1.jpg)


Продукт Description
1. Өзгөчөлүктөрү:Ыңгайлаштырылган спецификациялар жана жылуулоо катмарынын сорттору жана беттик катмары өзүн-өзү чаптама катмары менен капталышы мүмкүн.
2. Спецификация диапазону:бирдей спецификациясы бар бир сызык, бирок ар кандай түстөр, ар кандай спецификациялар жана ар кандай сорттор (бир сызык спецификация диапазону: 0.03mm-0.500mm).
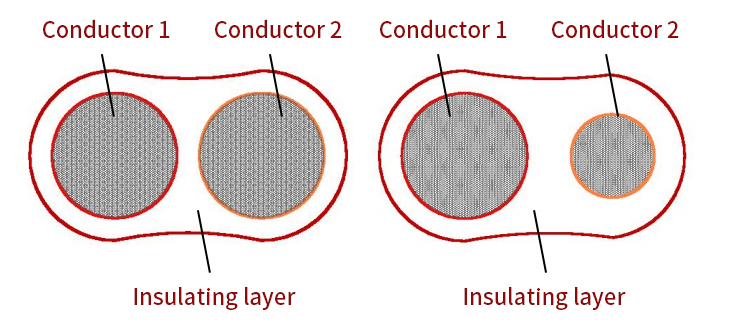
3. Продукт колдонуу:Ал, негизинен, жогорку суроо-талап кош / көп зым параллелдүү жара продуктыларында колдонулат, мисалы, атайын индукторлор, RF трансформаторлор, ж.б.; Аны ар кандай түстөгү жана толугу менен шайкеш келген каршылык/индуктивдүүлүк жана башка параметрлери бар эки/үч/беш катушка жамааттарына же эки/үч/беш катушкалардын ар кандай спецификациясы бар, бирок зым узундугу бирдей.
4. Схематикалык схема төмөнкүдөй:

Эмальдалган зымдын процессинин агымы
1, төлөө:Кадимкидей иштеп жаткан эмальданган станокто оператордун энергиясы менен физикалык күчүнүн көбү акы төлөнүүчү бөлүгүнө сарпталат. Төлөөчү роликти алмаштыруу операторду көп эмгек акы төлөйт. Сапат көйгөйлөрү жана операциялык мүчүлүштүктөр линиядан линияга чейин оңой болот. Натыйжалуу ыкма чоң кубаттуулукта төлөп берүү болуп саналат. Акчанын ачкычы - чыңалууну көзөмөлдөө. Чыңалуусу чоң болгондо, ал өткөргүчтү жукартып, өткөргүчтүн бетинин жарыктыгын жоготуп гана тим болбостон, эмалдалган зымдын көптөгөн касиеттерине да таасирин тийгизет.
2, созуу:Чоюунун максаты калыптын созуу процессинде тордун өзгөрүшүнө байланыштуу катып калган өткөргүчтү белгилүү бир температурада ысытылып, процесс талап кылган ийкемдүүлүк молекулярдык решетканы кайра жайгаштыргандан кийин калыбына келтирилет. Ошол эле учурда сунуу процессинде өткөргүчтүн бетинде калган майлоочу майдын жана майдын тактарын кетирип, өткөргүчтү оңой боёп, эмалдалган зымдын сапатына кепилдик берүүгө болот.
3, Сүрөт:сырдоо – белгилүү калыңдыктагы бир тектүү боёк катмарын түзүү үчүн металл өткөргүчкө эмалдалган зым боёкту каптоо процесси.
4, бышыруу:Сүрөт тартуу сыяктуу эле, нан бышыруу циклдик процесс. Адегенде боёк эритмесиндеги эриткич бууланып, андан кийин пленка пайда кылуу үчүн айыктырат, андан кийин боёк бышырылат. Бышыруу процессинде булгоочу заттар пайда болот, ошондуктан мештен дароо чыгарылат. Негизинен каталитикалык күйүүчү ысык аба айлануу меши колдонулушу керек. Ошол эле учурда таштандынын көлөмү өтө чоң же өтө аз болбошу керек. Таштандыларды чыгаруу процессинде жылуулуктун чоң көлөмү алынып кете тургандыктан, таштандыларды чыгаруу коопсуз өндүрүштү жана продукциянын сапатын гана камсыз кылбастан, ошондой эле жылуулуктун чоң жоготууларына алып келбеши керек.
5, муздатуу:Мештен чыккан эмалдалган зым жогорку температурага, жумшак боёк пленкасына жана аз күчкө ээ. Эгерде ал өз убагында муздабаса, багыттоочу дөңгөлөк аркылуу өткөн боёк пленкасы бузулуп, эмалдалган зымдын сапатына таасирин тийгизет.
6, Майлоо:эмалдалган зымдын майлоосу кабыл алуунун тыгыздыгы менен чоң байланышка ээ. Эмальдалган зым үчүн колдонулуучу майлоочу материал зымга зыян келтирбестен, кабыл алуу катушкасынын бекемдигине жана колдонуучунун колдонуусуна таасир этпестен, эмальданган зымдын бетин тайгак кылууга жөндөмдүү болууга тийиш. Майдын идеалдуу көлөмү эмал капталган зымды тайгак кылуу үчүн, бирок колунан эч кандай ачык май көрүнбөйт. Сандык көз караштан алганда, 1 г майлоочу май 1 ㎡ эмалдалган зымдын бетине капталышы мүмкүн.
7, Зымды алуу:Зымды алуунун максаты эмальданган зымды катушка үзгүлтүксүз, бекем жана тегиз ороп коюу. Кабыл алуу механизми ызы-чуу аз, туура чыңалуу жана зымдын үзгүлтүксүз жайгашуусу менен туруктуу айдалышы керек.
Эмальданган зымдын өндүрүш процессин ийне-жибине чейин билгенден кийин, стандарттык талаптарга жооп берген эмальданган зымды өндүрүү оңой эмеспи, анткени ар бир процесстин этабы, мисалы, бышыруу же сырдоо, эмалдалган зымдын сапатына таасирин тийгизет жана ал ошондой эле чийки зат, сапат, айлана-чөйрө, өндүрүш жабдуулары жана башка факторлор таасир этет, ошондуктан продукциянын сапаты ар кандай болот. Ар кандай эмальдуу зымдардын сапаттык мүнөздөмөлөрү жана маркалары ар кандай болгону менен, алар негизинен төрт касиетке ээ, атап айтканда механикалык касиеттери, химиялык касиеттери, электрдик касиеттери жана жылуулук касиеттери.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
