Жогорку температурага чыдамдуу эмальданган көп жиптүү жылаңач жез түстүү жиптүү зым унаа энергиясы менен жабдууну тез кубаттоо



жиптүү зым
1, Структура жана материал
1. Тартылган зым: ошондой эле көп тилкелүү зым деп аталат, ошол эле спецификациядагы бир эмальданган зымдын бир нече жиптеринин концентрдик таралышын билдирет жана ар бир катмардын струнтуралык багыты кезектешип тескери болот.
2. Тармактын узундугу: белгиленген эффективдүү өлчөө аралыгынын айланмалардын санына болгон катышы - бул жиптүү зымдын бурма узундугу (кадамы)
3. Акциялардын саны: кардар белгилегендей;
4. Буруу багыты: өндүрүш процессиндеги кабыл алуу багытын билдирет, ал жалпысынан оң (S), башкача айтканда саат жебеси боюнча жана тескери (Z), башкача айтканда саат жебесине каршы багытта бөлүнөт.
2, Колдонмо стандарты
IEC JIS GB жана эмальданган зымдын башка стандарттарын караңыз
3, Инспекциянын спецификациясы
1. Сырткы көрүнүшүнө талаптар: визуалдык көрүнүшү жалтырак, боёк катмарына механикалык зыяны жок, боёк пленкасын мык менен кырып салуу оңой эмес, ийри-буйру бош зым, секирүү жана башка көрүнүштөр жок, зымдары тыкан жана жакшы.
2. Twist узундугу талабы: 500 мм үлгүсүн алып, 500 мм үлгүнүн эки учуна 100 мм жөлөкпул калтырып, бошотуш үчүн баштапкы учунан эмальдалган зымдын бир жипти алып, акырындык менен а учунан б аягына чейин бурулуштардын санын бошотуп, бурулуштардын санынын ченелген аралыкка катышы. Алынган маани - ийкемдүү эмалдалган зымдын бурулушунун узундугу, бир ондук орунду алып, жалпы сабырдуулук ± 1мм.
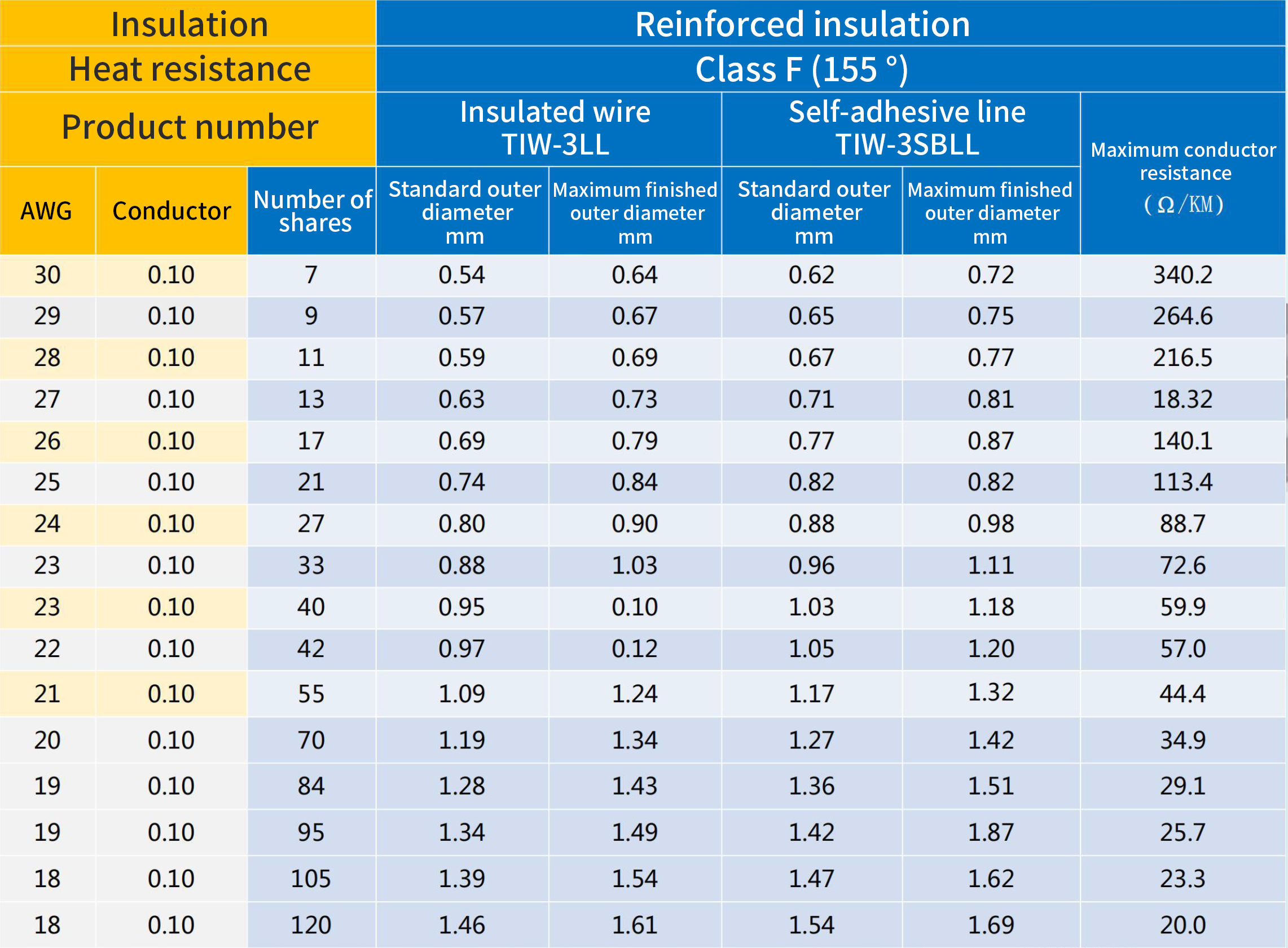
3. Зым сымдын аяктаган тышкы диаметрин эсептөө ыкмасы: D=1,155 ×√ N × d
D=тармактуу зым Z чоң тышкы диаметр коэффициенти=1,155 N=тилдүү зымдын жиптеринин саны d=бир эмальданган зым Z чоң даяр тышкы диаметр коэффициенти=1,155
Бул эсептөө формуласы шилтеме үчүн гана колдонулушу мүмкүн.
4. Эмаль капталган зымдын бузулуу чыңалуусун текшерүү: узундугу 500мм болгон ар бир үлгүнү экиге бүктөп, 1-таблицадагы жөндөө боюнча буруңуз. Бургандан кийин үлгүнүн учтарын кесип, орто узундугу 120мм калтырыңыз. Зымдын учу жиптердин санына жараша экиге бөлүнөт. Бир учу ачык чынжыр абалында, ал эми экинчи учу өлчөө учу катары калайга батырылган. Калай чөктүрүүчү бөлүктөрүнүн бирин оң электрод менен, экинчисин терс электрод менен кысып, андан кийин сыноо үчүн аспаптын өчүргүчүн ачыңыз. Принцип - үлгү боёк пленкасы бузулганга чейин чыңалууну бир калыпта көтөрүү. Бул учурда, прибордо көрсөтүлгөн маани үлгүнүн чыңалуу мааниси болуп саналат.
5. Стоматикалык изоляцияланган зым көп тилкелүү эмальданган зымдан станоктук жип аркылуу жасалат жана анын чыңалуусу жиптердин санына жараша аныкталат. Чыңалуу стандарты жиптердин саны көбөйгөн сайын төмөндөйт. чоо-жайы үчүн, эмаль зым стандартына ылайык катышын көбөйтүү. (JISC3202-1994) караңыз.
5.1 Спирттердин саны (N) 20дан аз болгондо, чынжырлуу зымдын бузулуу чыңалуусу V=бир эмальданган зымдын бузулуу чыңалуусу * 90%.
5.2 Жіптердин саны 20 ≤ N < 60 болгондо, чынжырлуу зымдын бузулуу чыңалуусу V=бир эмальданган зымдын бузулуу чыңалуусу * 80%.
5.3 Жіптердин саны 60 ≤ N < 120 болгондо, чынжырлуу зымдын бузулуу чыңалуусу V=бир эмальданган зымдын бузулуу чыңалуусу * 70%.
5.4 Спирттердин саны N ≥ 120 болгондо, чынжырлуу зымдын бузулуу чыңалуусу V=бир эмальдуу зымдын бузулуу чыңалуусу * 60%.